Por vinfarejoj aĉetantaj vitrajn botelojn pogrande, la kvalito de la vitraj boteloj rekte determinas la sekurecon de vinstokado, la stabilecon de la produktokvalito, kaj eĉ la markobildon. Malaltkvalita vitra botelo povas fendiĝi dum transportado, liki vinon pro neegala dikeco de la muro, aŭ eĉ ellasi damaĝajn substancojn, kaŭzante grandegajn ekonomiajn perdojn al vinfarejoj. Kiel profesia fabrikanto de vitraj boteloj kun SGS kaj LFGB-atestiloj, ni akumulis riĉan sperton en amasproduktado de vinboteloj. Hodiaŭ, ni profunde analizos la kernajn faktorojn, kiuj influas la kvaliton de vitraj boteloj, helpante vin precize taksi la kvaliton de produktoj dum amasaĉetado kaj eviti eblajn riskojn.

1. Teknika Forto de la Fabrikisto: La Kerna Garantio de Stabileco de Groca Kvalito
La teknika forto de fabrikantoj de vitroboteloj estas la "malmola forto", kiu determinas la kvaliton de grocaj produktoj. Por vinfarejoj, elekti fabrikanton kun altnivela produktadoteknologio, matura administrada modelo kaj bona industria reputacio estas la unua paŝo por certigi la kvaliton de vitroboteloj. Specife, teknika forto speguliĝas en tri aspektoj:
Altnivela produktada ekipaĵoModernaj plene aŭtomataj produktadlinioj (kiel ekzemple importitaj germanaj CNC-formaj ekipaĵoj) povas precize kontroli ĉiun ligon de la produktado de vitroboteloj, de la pezo de la vitropecoj (eraro≤±5g) al la homogeneco de mura dikeco (toleremo≤±0.1mm). Kompare kun malgrandaj fabrikantoj uzantaj malmodernajn duonaŭtomatajn ekipaĵojn, la kvalifikita procento de produktoj produktitaj per altnivela ekipaĵo estas tiel alta kiel 99.5% aŭ pli, kio povas eviti la problemon de neegala kvalito en pograndaj mendoj.
Matura procezsistemoProfesiaj fabrikantoj havas kompletan aron de procezaj normoj por produktado de vinboteloj, inkluzive de proporciigo de krudmaterialoj, kontrolo de fandtemperaturo (1580℃konstanta temperaturo), alĝustigo de formadpremo, ktp. Prenante nian fabrikon kiel ekzemplon, ni formulis celitajn procezparametrojn por malsamaj specoj de vinboteloj (kiel ekzemple ruĝvinboteloj, ŝaŭmvinboteloj, brandoboteloj). Ekzemple, la formadpremo de ŝaŭmvinboteloj estas pliigita je 20% por plibonigi ilian premreziston, certigante ke ili povas elteni la internan premon de karbondioksido dum vinstokado.
Strikta kvalitadministrada sistemoProgresintaj fabrikantoj establis plenan procezan kvalito-kontrolsistemon, de la krudmateriala inspektado ĝis la liverado de la preta produkto. Ĉiu aro da produktoj devas trapasi plurajn testojn, kiel ekzemple pezaj metalaj lesivoj, premorezisto kaj fraprezisto, antaŭ ol forlasi la fabrikon. Nia fabriko pasis la atestadon de la ISO9001-kvalita administrada sistemo, kaj ĉiuj vinbotelaj produktoj akiris la atestadojn SGS kaj LFGB, kio estas forta pruvo de la produktokvalito.
Indas emfazi, ke por vinfarejoj aĉetantaj pogrande, la teknika forto de fabrikantoj rekte influas la liverefikecon. Nia fabriko kun 8 plene aŭtomataj produktadlinioj povas kompletigi la produktadon kaj liveradon de 1 miliono da normaj vinboteloj ene de 15 tagoj, certigante, ke la produktadhoraroj de la vinfarejoj ne prokrastiĝos.

2. Kvalito de Vitra Muldilo: La "Skizo" Determinanta Botelan Formon kaj Precizecon
La dezajno kaj fabrikada kvalito de vitraj muldiloj estas ŝlosila faktoro, kiu influas la aspekton kaj dimensian precizecon de vitraj boteloj. Altkvalita muldilo povas minimumigi produktadajn erarojn, dum difektita muldilo ne nur ne plenumos la bezonojn de vinfarejoj, sed ankaŭ kaŭzos malŝparon de rimedoj kaj kostoj. Por amasa aĉeto de vinfarejoj, la efiko de la muldila kvalito ĉefe speguliĝas en la jenaj aspektoj:
2.1 Dimensia precizeco de la muldilo
La muldilo estas la "ŝablono" de vitraj boteloj. La precizeco de ĝia interna strukturo rekte determinas la grandecon de la botelo (kiel ekzemple alteco, diametro, kolograndeco). Se la muldilo havas dimensiajn erarojn, ĝi kondukos al malkonsekvencaj grandecoj de vitraj boteloj en la sama aro. Por vinfarejoj, tio kaŭzos problemojn kiel ekzemple malfacilaĵon kongruigi la plenigan linion kaj malebenan stakadon dum stokado. Nia fabriko uzas alt-temperaturan alojŝtalon por fari muldilojn, kaj la maŝinada precizeco estas kontrolata ene.±0,05 mm. Por pograndaj mendoj, ni uzos dediĉitajn ŝimojn por eviti krucpoluadon de malsamaj botelspecoj kaj certigi, ke la dimensia konsistenco de ĉiu botelo plenumas la postulojn de vinfarejoj.
2.2 Kvalito de ŝimsurfaco
La surfaca finpoluro de la muldilo rekte influas la surfacan glatecon de vitraj boteloj. Se la muldila surfaco estas malglata aŭ havas bavojn, la produktitaj vitraj boteloj havos surfacajn difektojn kiel gratvundojn kaj malebenaĵojn, kiuj influos la aspekton de la produkto kaj la aĉetdeziron de la konsumanto. Krome, glata muldila surfaco povas redukti la frotadon inter la vitro kaj la muldilo dum la formado, evitante difektojn kiel vezikojn kaj fendetojn kaŭzitajn de troa rezisto. La muldiloj de nia fabriko trairos plurajn procezojn kiel muelado kaj polurado, kaj la surfaca malglateco estas...≤Ra0.8μm, certigante, ke la produktitaj vitraj boteloj havas glatan kaj travideblan surfacon.
2.3 Vivodaŭro kaj bontenado de ŝimo
Por amasproduktado, la funkcidaŭro de la muldilo ankaŭ estas grava faktoro, kiu influas la stabilecon de la produktokvalito. Altkvalita muldilo povas elteni la erozion de fandita vitro je alta temperaturo (ĉirkaŭ 1100℃) dum longa tempo, kaj la produktokvalito ne malpliiĝos post produktado de pli ol 100 000 boteloj. Nia fabriko havas profesian ŝimprizorgadan teamon, kiu regule inspektas kaj prizorgas la ŝimojn, inkluzive de purigado de la ŝimsurfaco, riparado de eluziĝaj partoj, ktp., por certigi, ke la ŝimoj ĉiam estas en la plej bona funkcia stato.

3. Kalcinada Procezo: Profunda Teknika Analizo kaj Adaptado por Malsamaj Vinspecoj
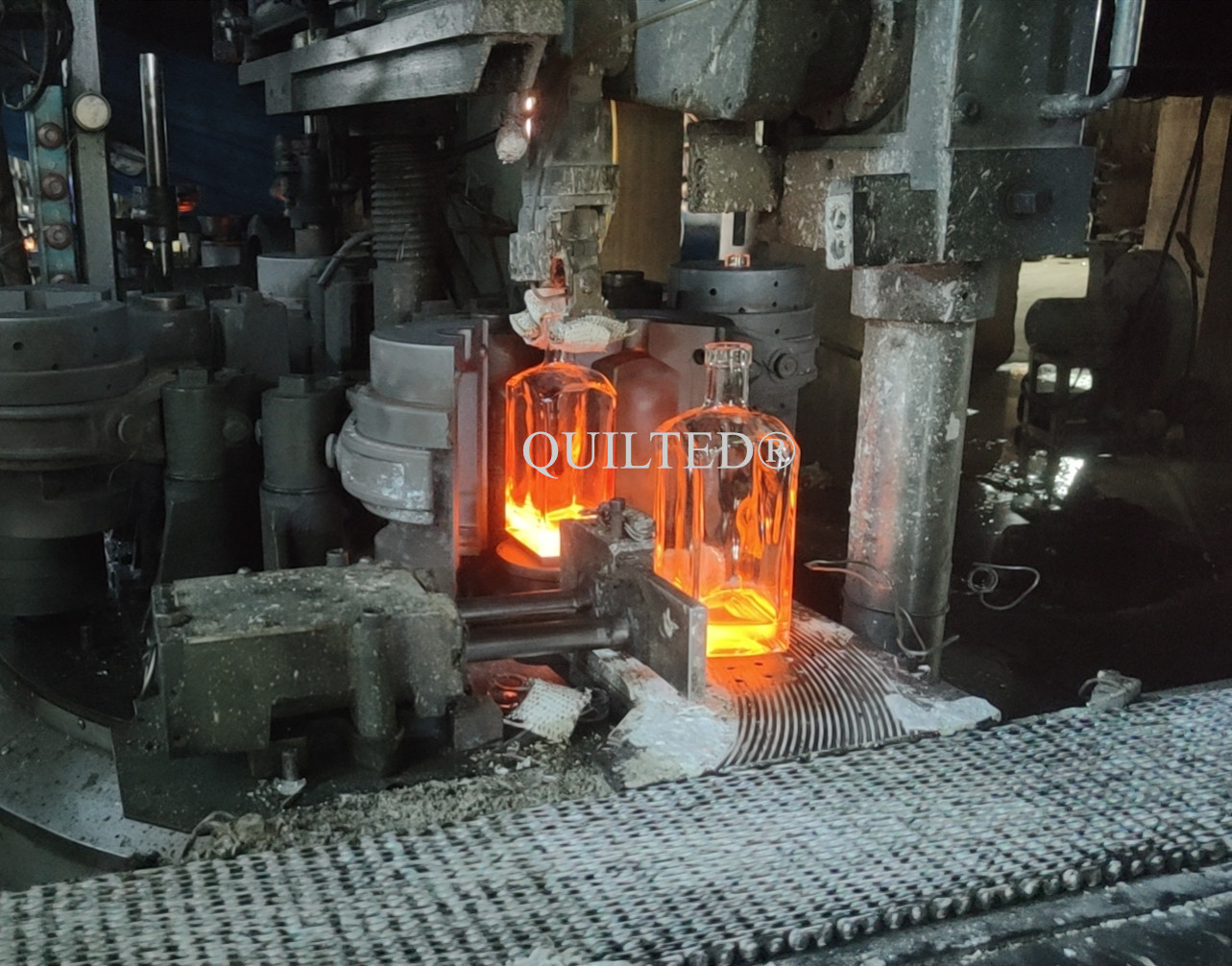
Post kiam la vitra botelo estas formita, ĝi spertos drastajn ŝanĝojn en temperaturo kaj formo—de 1100℃fandita vitro al ĉambratemperatura solida botelo. Ĉi tiu rapida temperaturfalo kaŭzas neegalan termikan ekspansion kaj kuntiriĝon ene de la vitro, rezultante en "interna streĉo". Se la interna streĉo ne estas forigita, la vitra botelo estos ema al fendetado dum stokado (ekz., temperaturŝanĝoj en la magazeno), transportado (ekz., kolizio kaj vibrado), aŭ uzo (ekz., plenigo per varma vino). La kalcina procezo estas la kerna paŝo por solvi ĉi tiun problemon, kaj ĝiaj teknikaj detaloj rekte determinas la mekanikan forton kaj servodaŭron de la vitra botelo.
3.1 Kernaj Principoj kaj Ŝlosilaj Teknikaj Parametroj de Kalcinado
La esenco de kalcinado estas "revarmigi la formitan vitran botelon al la 'kalcinada temperaturintervalo' (520-600℃por sodo-kalka vitro, kiu estas la temperaturintervalo kie la interna streĉo de vitro povas esti malstreĉita) kaj poste malvarmigi ĝin malrapide”. La ŝlosilo kuŝas en du parametroj:kalcina temperaturokajmalvarmiga rapideco.
Kalcina temperaturoTro malalta temperaturo ne povas plene malstreĉi la internan streĉon; tro alta temperaturo kaŭzos deformiĝon de la vitrobotelo. Nia fabriko uzas inteligentan temperaturregulan sistemon kun precizeco de±3℃ŝlosi la kalcinan temperaturon laŭ la dikeco de la botelo. Por normaj 750ml ruĝvinboteloj (murdikeco 2,8-3,2mm), la kalcina temperaturo estas agordita je 560℃por viskioboteloj kun dikfunda dikeco 8-10mm), la temperaturo estas pliigita ĝis 580℃por certigi, ke la dika vitra parto povas plene liberigi streĉon.
MalvarmigrapidecoLa malvarmiĝrapideco en la kalcina temperaturintervalo estas la plej kritika. Se malvarmigita tro rapide, la interna streĉo reaperos; se malvarmigita tro malrapide, la produktadefikeco reduktiĝos. Ni adoptas strategion de "segmentita malvarmigo": unue, malvarmigu de la kalcina temperaturo ĝis 400℃kun rapideco de 5℃/min (la stresa malstreĉiĝa stadio); poste malvarmigu de 400℃ĝis 200℃kun rapideco de 10℃/min; fine, malvarmigu ĝis ĉambra temperaturo je rapideco de 15℃/min. Ĉi tiu ekvilibro inter stresforigo kaj produktada efikeco certigas, ke la interna streso de la preta botelo estas≤5MPa (multe sub la industria limo de 12MPa).
3.2 Testado de Kvalito de Kalcinado: Kiel Kontroli la Efikon?
Por vinfarejoj aĉetantaj pogrande, estas grave kontroli la kalcinadkvaliton de vitraj boteloj. Nia fabriko uzas du profesiajn testajn metodojn por certigi, ke ĉiu aro da produktoj plenumas la normon:
Strestesto de polarigita lumoMetu la vitran botelon en testilon de polarigita lumo—se estas evidentaj helaj kaj malhelaj strioj, tio signifas, ke ekzistas resta interna streĉo. Niaj kvalifikitaj produktoj ne havas evidentajn streĉajn striojn, kaj la streĉa distribuo estas uniforma.

Termika ŝoka testoSimulu la scenaron de ekstrema temperaturŝanĝo de vinfarejoj (ekz., de -10℃malvarma stokado ĝis 40℃transportado). La botelo estas trempita en -10℃fridigaĵo dum 2 horoj, poste tuj translokigita al 40℃varma akvo dum 2 horoj. Kvalifikitaj boteloj (post kalcinado) ne fendiĝos aŭ likos, kio estas ŝlosila garantio por vinfarejoj eksportantaj al regionoj kun grandaj temperaturdiferencoj (kiel Norda Eŭropo kaj Nordameriko).
Prenante nian fabrikon kiel ekzemplon, ni evoluigis personecigitajn kalcinadprocezojn por malsamaj vinspecoj bazitaj sur iliaj konservadaj kaj uzkarakterizaĵoj:
| Vinospeco | Ŝlosilaj Kvalitaj Postuloj por Vitraj Boteloj | Personigita Kalcinada Skemo | Kvalitgarantia Efiko |
| Ruĝa Vino (Longtempa Maljuniĝo, 2-5 Jaroj) | Alta premorezisto (por elteni iometan fermentadan gason), forta termika stabileco (por adaptiĝi al ŝanĝoj de stokeja temperaturo) | Kalcina temperaturo 560℃, tentempo 5 horoj, malrapida malvarmiga rapideco (5℃/min en la streĉa malstreĉiĝa stadio) | Interna streĉo ≤4MPa, termika ŝokorezisto ±50℃, neniu fendado dum 5-jara stokado |
| Blanka Vino/Roza Vino (Mallongdaŭra Freŝa Stokado, ≤1 Jaro) | Malpeza (por redukti transportkostojn), bona travidebleco (por montri la koloron de la vino), modera fraprezisto | Kalcina temperaturo 550℃, tentempo 4 horoj, iomete pli rapida malvarmiga rapideco (8℃/min en la streĉa malstreĉiĝa stadio) | Interna streĉo ≤6MPa, pezo reduktita je 10% kompare kun ruĝvinboteloj, fraprezisto plenumas falteston de 1.2m |
| Ŝaŭmvino/Ĉampano (Alta Interna Premo, 0.8-1.2MPa) | Ultra-alta premorezisto, unuforma mura dikeco, neniu resta streĉo (por eviti eksplodon pro premo) | Kalcina temperaturo 570℃, tentempo 6 horoj, ultra-malrapida malvarmiga rapideco (3℃/min en la streĉa malstreĉiĝa stadio), aldona sekundara kalcinado por la botela ŝultro (streĉa koncentriĝa areo) | Povas elteni internan premon ĝis 1.5MPa (superante la normon de 1.2MPa), eksplodrapideco ≤0.01% en amasa stokado |
| Alt-alkohola likvaĵo (brando/viskio, dika botelfundo) | Dika fundo (por plibonigi stabilecon), forta gratrezisto, neniu gustomigrado | Kalcina temperaturo 580℃, tentempo 7 horoj, celita varmokonservado por la botelfundo (plilongigante la tentempon je 2 horoj) | Streso sur la botelfundo tute forigita, neniu deformiĝo post longdaŭra stakado (8 tavoloj), neniu peza metala lesivado en alt-alkohola medio |
NotoMalbona kalcinado estas unu el la ĉefaj kialoj de la alta fendofteco de vitraj boteloj en pograndaj aĉetoj. Kiam vinfarejoj aĉetas pogrande, ili povas peti fabrikistojn provizi kalcinadprocezajn parametrojn kaj termikaj ŝokajn testajn raportojn por kontroli la kvaliton de la kalcinado. Por specialaj vinspecoj (ekz., malalttemperature stokita glacivino), ni ankaŭ povas adapti la kalcinadprocezon por plenumi personigitajn kvalitpostulojn.
4. Kapabloj de Operaciantoj: La "Homa Faktoro" Garantianta Produktadkvaliton
Kvankam moderna produktado de vitroboteloj estas tre aŭtomatigita, la kapabloj kaj respondeco de la funkciigistoj ankoraŭ ludas gravan rolon en la produkta kvalito. Precipe rilate al la proporciigo de krudmaterialoj, instalado de ŝimoj kaj kvalita inspektado, la funkcia nivelo de la laboristoj rekte influas la kvaliton de la fina produkto.
Profesia fabrikanto de vitroboteloj faros sisteman trejnadon por funkciigistoj, inkluzive de ekipaĵa funkciigo, kontrolo de procezaj parametroj, identigo de kvalitaj difektoj, ktp. La funkciigistoj de nia fabriko havas averaĝe pli ol 3 jarojn da koncerna laborsperto, kaj devas trapasi striktajn kapablo-taksojn antaŭ ol eklabori. En la produktada procezo, funkciigistoj regule inspektas la duonfinitajn kaj finfinitajn produktojn, kaj tuj ĝustigas la procezajn parametrojn se troviĝas difektoj. Ekzemple, en la krudmateriala proporciigo, laboristoj precize pesos ĉiun krudmaterialon laŭ la formulo por certigi, ke la vitra konsisto plenumas la normon, evitante la problemon de malalta forto de vitraj boteloj kaŭzita de malĝusta proporciigo.
5. Kiel Juĝi la Kvaliton de Vitraj Boteloj por Malsamaj Vinspecoj Dum Pogranda Akiro?
Surbaze de la supre menciitaj faktoroj, kiuj influas la kvaliton kaj la personecigitajn postulojn de malsamaj vinspecoj, vinfarejoj povas juĝi la kvaliton de vitraj boteloj laŭ la jenaj celitaj aspektoj dum amasa aĉetado:
Kontrolu la kvalifikojn kaj adaptitajn kapablojn de la fabrikantoPetu koncernajn atestilojn kiel SGS, LFGB kaj ISO9001; fokusiĝu pri kompreno ĉu la fabrikanto povas provizi personecigitajn kalcinajn procezojn kaj ŝimdezajnojn por via vinspeco (ekz., ĉu ekzistas sperto pri produktado de altpremorezistaj boteloj por ŝaŭmvino).
Celita specimeninspektado:
Por ruĝa vino (longdaŭra maljuniĝo): Kontrolu la homogenecon de la murdikeco (uzu dikecmezurilon por mezuri, eraro≤±0,1 mm) kaj fari termikan ŝokteston (simuli ŝanĝojn de stokeja temperaturo);
Por ŝaŭmvino: Petu raporton pri testo de premorezisto (devas elteni≥1.2MPa) kaj kontrolu la dikecon de la ŝultro de la botelo (≥3,5mm);
Por blanka vino: Observu la travideblecon (neniuj vezikoj aŭ malpuraĵoj) kaj testu la frapreziston (falotesto de 1,2 m sen fendeto).
Komprenu la detalojn de la produktada procezoDemandu la fabrikanton pri la parametroj de la kalcinada procezo (temperaturo, tenadotempo) konformaj al via vinspeco, muldilmaterialo kaj maŝinada precizeco, kaj krudmateriala proporcio (por certigi neniun gustmigradon).
Peti aro-specifajn testajn raportojnPetu testajn raportojn de la aro, inkluzive de pezaj metalaj lesivado (ŝlosila por alt-alkoholaj likvaĵoj), interna premrezisto (ŝlosila por ŝaŭmvino), fraprezisto kaj kalcinadaj streĉtestaj raportoj, por certigi, ke la produkto plenumas la sekurecajn kaj kvalitajn postulojn de via vinspeco.

6. Kial elekti niajn vitrajn botelojn por amasa aĉeto?
Nia fabriko havas evidentajn avantaĝojn en ĉiuj supre menciitaj faktoroj, kiuj influas la kvaliton de vitraj boteloj:
Altnivela teknika forto: Ekipita per importitaj plene aŭtomataj produktadlinioj kaj kompleta kvalito-administra sistemo, certigante la stabilecon de la kvalito de groca produkto.
Alt-preciza muldilfabrikado: Profesia muldildezajna kaj fabrikada teamo, certigante la dimensian precizecon kaj surfacan kvaliton de vitraj boteloj.
Strikta kalcina procezo: Inteligenta kalcina forno kun preciza temperaturkontrolo, tute forigante internan streson kaj reduktante fendajn riskojn.
Kompetenta teamo de funkciigistoj: Sistema trejnado kaj strikta taksado, certigante ke ĉiu ligo de produktado estas normigita.
Aŭtoritata atestada garantio: Ĉiuj produktoj pasis SGS kaj LFGB-atestojn, plenumante la sekurecajn normojn de tutmondaj merkatoj.
Se vi estas vinfarejo serĉanta fidindan provizanton de pograndaj vitroboteloj, bonvolu kontakti nin. Ni provizos al vi senpagajn specimenajn testojn, detalajn enkondukojn al la produktadprocezo kaj raportojn pri aro-testoj, kaj adaptos la plej taŭgajn solvojn por vitroboteloj laŭ via vinspeco kaj aĉetkvanto.
Afiŝtempo: 16-a de novembro 2025